�������؛_���ǔ��ֿ��ƛ_���ĺ��Q����һ�N�b�г������ϵ�y���Ԅӻ��C����ԓ����ϵ�y�܉�߉��̎�����п��ƾ��a��������ָ̖��Ҏ���ij��������g�a���Ķ�ʹ�C���\�м��ӹ���������؆�Ԫ�ǔ��؛_���Ĵ��X�����؛_�����еĵIJ����ͱO�أ�����ԓ���؆�Ԫ��ȫ����ɡ�
�����c��ͨ�_����ȣ����؛_�����P�I���ڸ��ٻ����߾��Ȼ�����Ч�������ܻ������؛_�����мӹ����ȸߡ��ӹ��|���������ӹ�������Ԅӻ��̶ȸߡ��������εȃ��c�����؛_���ǰ������Ⱦ��ƺõļӹ������Ԅӵ،������M�Л_�üӹ��ġ�����ļӹ����H�ܱ��C�ӹ��������OӋҪ��ĺϸ������ͬ�rҲ��ʹ���؛_���õ������đ��ã���ʹ�������õ���ֵİl�]�������DZ��ˌ����؛_���ڼӹ��^���г�Ҋ��һЩ���}��̎�������Ŀ��Y��
��������
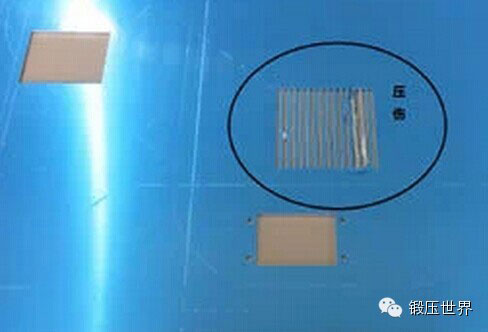
���������a����ԭ���У����ϱ��桢�����ϻ��ߵ��P�D�������s����ߎ��д��ԣ������Ű治��������������ģ���g϶�����������߸���ȡ�
���������Ľ�Q�����У�
������1�����ϱ������s��Ú☌���坍�������Ƀ���
������2���z�鵶������ģ�Ƿ����Fм�s������坍�������Ƀ���ģ���˴ţ�ͬ�r���ڵ��߱������N���z����
������3������ԭ���Ϻ���x����m����ģ�g϶��
������4����ĥ�^��ģ�ߺ��L�r�g��ʹ�õ�ģ����Ҫ�˴ţ�
������5�������Ű棬�M��ģ�ߛ_�Еr�x������m�����ģ�ߣ�����ģ�����ҲҪ�\�ú�����
��������
���������a����ԭ���У����ϲ����Є������ˆT�����ϔ[�Ų���λ��ģ�߄����ȡ�
���������Ľ�Q�����У�
������1�����ϲ����Є����ɾ��գ����п��ᡢ���z�aƷ�ӹ��r�����Ҫ���]�����λ�ú̈́����ć����ԣ��ٛQ���Ƿ���á�
������2�������ϕr���������ˆT���ͬ�r��ֱ̧��ͷ��£��ұ�횰љC�_�ĝL����������������ϕr��ԭ������Ħ�����τӡ�
������3���aƷ�[�ŕr�����ڼ������τӣ�ͬ�r�����ϲ������Fм֮��s��[��Ҫƽ�������R��ͬ�r�aƷ���ܔ[��̫�ߡ�
������4���{�����P���ëˢ���������ģ����ģ�^�ߕrҪ��ëˢ̧�ߣ��M��ʹģ���h�x������ģ������b��ʽ���ɳ������p�ٹ��������ڵ��P������τӡ�
����׃��
����׃�ήa����ԭ���У�ģ����ģ̫����ģ�����̫�h�и��桢�_��λ���c�Aצ̫�����Ƴ�׃�Σ���W�ס�������οף���
����׃�ε�̎�������У�
������1����ģ�Ӹߣ��M���h�x����ģ�ߡ�
������2���ɂ��������ģ��������h���и��棬�����b��һ��ͬ�r߅�ϲ���������Ҫʹ�õ�ģ�ߣ���t��ʹ��׃�Ρ�
������3���_��λ�ú͊Aצ��λ�Ñ�����һ���ľ��x��
������4���_�ƾW�ױM���ö��ģ�ߣ��_�ƕr����ȼӹ������мӹ�ģ����ģ��������ģ�߸߶�һ�ӡ�
������5��������Λ_����׃�Σ��п����lj����^���m�����{�m����Qģ����ď��ɡ��Ӹ���ģ��
������λ
������λ�a����ԭ���У���ģ�^�ߣ�ԭ����׃�Σ�ģ��δ�_�����ϣ��C���ľ����½���
������λ��̎�������У��ś_��ģ���c����ģ�߱���һ�µĸ߶ȣ��������ģ�߿ɲ��ò��b�����ӹ�����ԭ����׃�οɾ��գ���ü���С�K߅�����M�����a����ģ����ģ̫�ͣ��߶Ȳ��_���r�в������������{������ģ�߶ȡ��șC�����S���趨�ڱ��B�����P���N�����坍�Ƀ���
�������؛_��ģ����ʹ�ú;S�oҪ�c
��������ģ�߿ɸ���������r�M����ĥ��
������1�������_ᘻ���ģ�Ƿ�a������ĥ�p�����пڮa���돽��0.25mm�ĈA����
������2�������_�����|������_���Ŀ����^���ë�̡�
������3�������_��������a������������
������4������ģ�ߛ_�дΔ�����ÿ�_10�f���茦ԓģ����ĥһ�Σ���ģ�ߌ������M��һ���Δ��ě_�к�����ģ�пڶ�����һ����ĥ�p�����׃�g�����ϛ_�еĔ����|��Ҳ���ã��e��ë������
������ĥ�Ļ��A��ƽ�д�ֱ��ֱ�ǣ���t�����F�aƷ����ë�̺Ϳ�ģ�ȬF����ĥ�r��������
������1���M���ܜp����ĥ�M��������t����ɟ�ģ�F������ĥ��ͬ�r��������sˮ��
������2����ĥ�������^�L��һ������ʡ�
������3����ĥ����M�����O���㣬���D2��3�Σ�ʹ�����⻬��ƽ����
������4����ĥ�����пڕ����FһЩ������ĥë�̣�������ʯ�����
������5����ģ��ĥ������羉��R��Ҫ����ʯ��A����t�ӹ��r���Ϸ��������ģ��߅�ļ��J���ք�����
����ʹ��ģ�ߕr�����C��ѵ�ģ���g϶��ģ���g϶��ָ�_��M����ģ�Ѓɂ�֮�ͣ����c����|���P���x�ú��m��ģ���g϶�܉��C���õě_���|�����p��ë�̺����ݣ�Ҳ�ɱ��ְ���ƽ������Ч��ֹ���ϣ����Lģ�߉�����ͨ�^�z��_���U�ϵ���r�������ж�ģ���g϶�Ƿ���m������g϶�^�U�ϕ����F�ֲ�����Ĕ�������^С�Ĺ����档�g϶Խ������������γɵĽǶȾ�Խ�_�וr�t���γɾ�߅�͔��ѣ�����Ҳ��׃�Ρ���֮������g϶�^С���U�ϕ����FС�ǔ��Ѻ��^��Ĺ����棬���M�Л_���r����������ʹ�_�^ƫ�D����Ɇ�߅�g϶�^С���Еr����߅ƫ���^��r������ģ���������ģ�Ŀ���ĥ�p��
����ģ��������g϶�M�Л_���r���U�ϵĔ���������������ͬ�ĽǶȣ�����غϣ��@�ӿ�ʹ������С�����_��ë��Ҳ��С�����m�r��ĥ����Ч���Lģ�ߵ�ʹ�É�����
��������ע�����
�������k������a�^���У��M�Д��س����OӋ�r���oՓ���ֹ�����߀���ԄӾ��̣��ھ���ǰҪ�����ӹ�������M�й�ˇ������Ȼ��M���ӹ��������ƶ����_�����ļӹ���ˇ�^��߀Ҫ�x����m��ģ���ӹ��ٶȣ��ڔ��س�����OӋ�У�����ע��һЩ�����OӋ�Ĺ�ˇ�����������ҕ��һЩ��ˇ�������}���Еr��ʹ�ӹ����������_�ģ������ڼӹ�����Ĺ�������Ҳͬ�ӟo���ӹ���������������M�Д��س����OӋ�r���M���ܱ��C���������õĄ��ԣ����m���ض���һЩ�B���c�����������Û_�е�M���a�����üӹ���·����
�����Y�Z
�������������I�����������ң���I��������Ҫ���ۺ�ļ��g����֧�֣����؛_�����k���ИI�ټ��g���ģ������䮐����Q�k�����P��Ҫ��

 ����Ʒ�����˳��������߲���|
���˾þþþþþþþ�|
�պ�ŷ������һ������|
������ͼƬС˵��Ƶ|
�þ��ۺ�ɫһ�ۺ�ɫ88|
��ģһ������������|
����һ����������18
|
��������Ʒ����|
ŷ������һ����������|
ŷ���˸�xxxx�߸�Ь��|
91������Ƶ����|
��Ʒ�þþ�����|
����ӰԺ���߹ۿ�|
����Ʒ��������þ���������|
�ձ�һ��������̬ͼ|
�����崿����һ������www|
��v��Ʒ�þþ���|
�����鶹��Ʒ��Ƶ|
�����鶹��Ʒ95��Ƶ|
�����ۺ�һ������|
����һ������Ů|
������Ů������Ƶһ��|
����һ������������Ů|
��һ��һ������Ʒ|
���ڹ�����Ʒ�þ�|
���ھ�Ʒ��һҳ|
������ҹ���߹ۿ�|
����ts����һ������|
�þþþþ������ۺ�|
�þþ�Ʒ�����������ۺ�|
����ι�̼���һ����������|
91��ŮƬ������|
�����պ�ŷ����Ӱ|
����ŷ���Ʒ�˿��|
�����˼���av|
ɫ���ü���þ�|
91�鶹��Ʒ����91�þþ���Դ�ٶ�
|
������Ʒ��Ů�þþþø߳�|
����ŷ���պ�һ����������|
��������������Ļ|
����һ��av����|
�����þþþþ���ѹۿ�ŷ��|
ŷ���պ������ۺ���һ��|
�ձ����岻��һ��|
ŷ������hd18�ձ�|
����Ʒ99�þþþ�������Ļ|
��Ʒ͵��һ�������������߿�|
�����˳���վ777ɫ����|
��Ʒһ��������|
������������һ��|
һ����������������Ѳ���|
ŷ���պ��й����ר�����߿�|
ɫ�ۺϾþþþ��ۺ�99|
91�鶹��Ʒ91�þþþþ��崿|
������Ƶ���߹ۿ�|
������Ƶŷ����Ƶ|
����һ�����߹ۿ�|
�����ֻ����˸�����Ƶ|
ŷ���պ���Ʒ����|
91��Ʒ�����ۺϾþþ����η���
|
�����˻�ɫ��ַ|
�����˳���վ777ɫ����|
������Ʒ�ۺϾþ�|
����˿�������崿����|
ŷ���պ�������|
91��Ʒ��Ƶ��|
����һ��������Ů��Ƶ|
�þþ�Ʒ����������99|
����������ɫ��Ӱ���ۺ���|
ɫ�ۺϾþ�88ɫ�ۺ�����6|
�պ�ŷ��һ��������������|
����һ��������������|
����ŷ����������|
�պ�ŷ����������|
����Ʒ��Ů�þþ�|
����þ�������|
����Ʒ���ܾþþþþþ�|
ŷ���պ�һ��Ƭ��վ|
�պ���Ӱ������Ļ����|
������ҹ��Ʒһ����������|
����av��Ƭ��wwwɫè��|
ŷ���պ�����Ƶ|
��������Ʒ�þþþþ�ţţ|
�þ������ҹӰԺ|
�ݺ�ɫ����ݺݺݺ�97|
��������������|
���˾�Ʒ�����վ|
ŷ��ɫ���þ�88�ۺ�����Ʒ|
����������������Ƶ|
���˾�ƷС���|
�պ�ŷ��������|
����ŷ���պ���Ʒ�þ�������|
������Ʒ����һ������|
ŷ���պ������Ƶ|
������Դ��Ʒ���߹ۿ�|
һ����������ŷ���պ�|
ŷ��һ����������������߿�
|
������Ļ�����պ�|
һ�������������߲���|
ŷ������һ����Ƶ|
�þþ�Ʒ��վ��ѹۿ�|
91���ھ�ƷҰ����ҹ��Ʒ|
һ�����������������߹ۿ���Ƶ|
������Ļ�ձ����뾫ƷӰԺ|
91��Ʒ����91�Ⱦþþ�������|
������Ļ��Ʒһ���þþþ�
|
91��Ʒ����ȫ����ѹۿ�
|
����91��Ʒ����Һһ����������
|
ɫ�ۺ�ɫ�ݺ��ۺ�ɫ|
������Ů�þþ�|
ӣ����Ƶ���߹ۿ�һ��|
��Ʒ����һ����������av��ɫ|
�þþ�Ʒ��Ƶһ����������|
ŷ������þþ�Ʒ|
����99�þþþ�Ʒ|
������ѹۿ���Ƶһ��|
����������Ļһ��|
�ձ�ؼ����ؼŷ��ɫ�ۺ�|
������a�Ƭ�þ�ëƬ|
��ɫavӰ��һ����������|
����ŷ��͵�ľ�Ʒ|
͵��һ��������������|
����ŷ��xxxx|
�����˻�ɫӰԺ|
����ŷ��������Ʒ�þþþþþ�
|
��Ʒһ�����������|
ŷ����ҹӰԺ������Ƶ|
�þ�99��Ʒ�����鶹����|
ɫ�ۺϾþ������ۺϾþ�97|
������Ļ�պ�ŷ����Ʒ���߹ۿ�|
�����˾�Ʒһ��|
�ۺ�136������Ƶ����|
ŷ���պ������ۺ���Ƶ���߹ۿ�����|
���������߹ۿ�|
ŷ���պ�һ����������|
�þ�91��Ʒ�þþþþ��벥|
ɫһ��һ��һ��һ91av|
�������˾�Ʒһ����|
ŷ����Ʒ123��|
������Ʒ����վ|
�պ�ëƬ���߹ۿ�|
����mv��Ƭŷ��mv��Ƭ��Ʒ|
�þ�9�Ⱦ�Ʒ��Ƶ|
ŷ���պ���Ʒϵ��|
������Ʒ˿��һ��|
����ŷ����������va���߲�|
�ݺݾþ�����ŷ��ר��|
����ëƬ��˾����Ƭ|
ŷ�������ѹۿ�|
����Ƭһ����������|
������Ʒ�ۺ�avһ������������|
ŷ����Ʒ����þþþþ�|
������ƷëƬ�þþþþþ�|
�������������|
91������Դվ|
һɫ���Ӿþþ�Ʒ����|
�����㽶��Ʒ��Ƶһ����������|
ɫ�ۺϾþþþ���|
������Ļһ��������Ƶ|
����ѡ������Ļ|
����һ��av����|
�������߳��˾�Ʒ|
�������˾�Ʒ��ѿ�|
�պ�ŷ��������Ӱ|
��Ʒ�þþ���Ƶ|
����ŷ����Ʒ���߹ۿ�|
������Ļ����������Ƶ��Ʒ|
91��Ʒ�þþþþ�����|
ҹҹ����������������һ������Ʒ
|
����3atv��Ʒһ����������|
����1��2��3����Ʒ��Ů|
�������պ���Ʒ����|
ɫèè������һ����������Ƶ|
������Ļ��������|
�������˸���Ƭ���߲���|
���������߹ۿ�|
ŷ���պ�һ��������������
|
һ�������þþþþ�|
������Ů��Ƶ���߹ۿ�18|
����������av|
�պ�һ���Ͷ���|
ŷ���պ���ҹ��Ƶ���߹ۿ�|
�����˳�һ����������ӰԺ|
����Ʒ**һ������������������|
�����˾þ���|
ŷ��������Ƶ���߸���ۿ�mvɫ¶¶ʮ��
|
ɫ����þ��ۺ�|
һ����������������Ƶ���|
����a��ëƬһ��|
������µ�2019������Ļ|
������˽�ľ�Ʒ��ģ���߹ۿ�|
�ձ�����ŷ������|
��Ʒav���߲���|
��������������Ļ�ۺ�|
�þþþù�����Ʒ�鶹ai����|
���������ۺ�����|
����Ů�˱����˾����al|
��Ʒ����һ����������������|
ŷ���պ���Ѳ�����Ƶһ����������|
����a��Ƭ���߹ۿ�����|
����Ʒ�����˳��������߲���|
���˾þþþþþþþ�|
�պ�ŷ������һ������|
������ͼƬС˵��Ƶ|
�þ��ۺ�ɫһ�ۺ�ɫ88|
��ģһ������������|
����һ����������18
|
��������Ʒ����|
ŷ������һ����������|
ŷ���˸�xxxx�߸�Ь��|
91������Ƶ����|
��Ʒ�þþ�����|
����ӰԺ���߹ۿ�|
����Ʒ��������þ���������|
�ձ�һ��������̬ͼ|
�����崿����һ������www|
��v��Ʒ�þþ���|
�����鶹��Ʒ��Ƶ|
�����鶹��Ʒ95��Ƶ|
�����ۺ�һ������|
����һ������Ů|
������Ů������Ƶһ��|
����һ������������Ů|
��һ��һ������Ʒ|
���ڹ�����Ʒ�þ�|
���ھ�Ʒ��һҳ|
������ҹ���߹ۿ�|
����ts����һ������|
�þþþþ������ۺ�|
�þþ�Ʒ�����������ۺ�|
����ι�̼���һ����������|
91��ŮƬ������|
�����պ�ŷ����Ӱ|
����ŷ���Ʒ�˿��|
�����˼���av|
ɫ���ü���þ�|
91�鶹��Ʒ����91�þþ���Դ�ٶ�
|
������Ʒ��Ů�þþþø߳�|
����ŷ���պ�һ����������|
��������������Ļ|
����һ��av����|
�����þþþþ���ѹۿ�ŷ��|
ŷ���պ������ۺ���һ��|
�ձ����岻��һ��|
ŷ������hd18�ձ�|
����Ʒ99�þþþ�������Ļ|
��Ʒ͵��һ�������������߿�|
�����˳���վ777ɫ����|
��Ʒһ��������|
������������һ��|
һ����������������Ѳ���|
ŷ���պ��й����ר�����߿�|
ɫ�ۺϾþþþ��ۺ�99|
91�鶹��Ʒ91�þþþþ��崿|
������Ƶ���߹ۿ�|
������Ƶŷ����Ƶ|
����һ�����߹ۿ�|
�����ֻ����˸�����Ƶ|
ŷ���պ���Ʒ����|
91��Ʒ�����ۺϾþþ����η���
|
�����˻�ɫ��ַ|
�����˳���վ777ɫ����|
������Ʒ�ۺϾþ�|
����˿�������崿����|
ŷ���պ�������|
91��Ʒ��Ƶ��|
����һ��������Ů��Ƶ|
�þþ�Ʒ����������99|
����������ɫ��Ӱ���ۺ���|
ɫ�ۺϾþ�88ɫ�ۺ�����6|
�պ�ŷ��һ��������������|
����һ��������������|
����ŷ����������|
�պ�ŷ����������|
����Ʒ��Ů�þþ�|
����þ�������|
����Ʒ���ܾþþþþþ�|
ŷ���պ�һ��Ƭ��վ|
�պ���Ӱ������Ļ����|
������ҹ��Ʒһ����������|
����av��Ƭ��wwwɫè��|
ŷ���պ�����Ƶ|
��������Ʒ�þþþþ�ţţ|
�þ������ҹӰԺ|
�ݺ�ɫ����ݺݺݺ�97|
��������������|
���˾�Ʒ�����վ|
ŷ��ɫ���þ�88�ۺ�����Ʒ|
����������������Ƶ|
���˾�ƷС���|
�պ�ŷ��������|
����ŷ���պ���Ʒ�þ�������|
������Ʒ����һ������|
ŷ���պ������Ƶ|
������Դ��Ʒ���߹ۿ�|
һ����������ŷ���պ�|
ŷ��һ����������������߿�
|
������Ļ�����պ�|
һ�������������߲���|
ŷ������һ����Ƶ|
�þþ�Ʒ��վ��ѹۿ�|
91���ھ�ƷҰ����ҹ��Ʒ|
һ�����������������߹ۿ���Ƶ|
������Ļ�ձ����뾫ƷӰԺ|
91��Ʒ����91�Ⱦþþ�������|
������Ļ��Ʒһ���þþþ�
|
91��Ʒ����ȫ����ѹۿ�
|
����91��Ʒ����Һһ����������
|
ɫ�ۺ�ɫ�ݺ��ۺ�ɫ|
������Ů�þþ�|
ӣ����Ƶ���߹ۿ�һ��|
��Ʒ����һ����������av��ɫ|
�þþ�Ʒ��Ƶһ����������|
ŷ������þþ�Ʒ|
����99�þþþ�Ʒ|
������ѹۿ���Ƶһ��|
����������Ļһ��|
�ձ�ؼ����ؼŷ��ɫ�ۺ�|
������a�Ƭ�þ�ëƬ|
��ɫavӰ��һ����������|
����ŷ��͵�ľ�Ʒ|
͵��һ��������������|
����ŷ��xxxx|
�����˻�ɫӰԺ|
����ŷ��������Ʒ�þþþþþ�
|
��Ʒһ�����������|
ŷ����ҹӰԺ������Ƶ|
�þ�99��Ʒ�����鶹����|
ɫ�ۺϾþ������ۺϾþ�97|
������Ļ�պ�ŷ����Ʒ���߹ۿ�|
�����˾�Ʒһ��|
�ۺ�136������Ƶ����|
ŷ���պ������ۺ���Ƶ���߹ۿ�����|
���������߹ۿ�|
ŷ���պ�һ����������|
�þ�91��Ʒ�þþþþ��벥|
ɫһ��һ��һ��һ91av|
�������˾�Ʒһ����|
ŷ����Ʒ123��|
������Ʒ����վ|
�պ�ëƬ���߹ۿ�|
����mv��Ƭŷ��mv��Ƭ��Ʒ|
�þ�9�Ⱦ�Ʒ��Ƶ|
ŷ���պ���Ʒϵ��|
������Ʒ˿��һ��|
����ŷ����������va���߲�|
�ݺݾþ�����ŷ��ר��|
����ëƬ��˾����Ƭ|
ŷ�������ѹۿ�|
����Ƭһ����������|
������Ʒ�ۺ�avһ������������|
ŷ����Ʒ����þþþþ�|
������ƷëƬ�þþþþþ�|
�������������|
91������Դվ|
һɫ���Ӿþþ�Ʒ����|
�����㽶��Ʒ��Ƶһ����������|
ɫ�ۺϾþþþ���|
������Ļһ��������Ƶ|
����ѡ������Ļ|
����һ��av����|
�������߳��˾�Ʒ|
�������˾�Ʒ��ѿ�|
�պ�ŷ��������Ӱ|
��Ʒ�þþ���Ƶ|
����ŷ����Ʒ���߹ۿ�|
������Ļ����������Ƶ��Ʒ|
91��Ʒ�þþþþ�����|
ҹҹ����������������һ������Ʒ
|
����3atv��Ʒһ����������|
����1��2��3����Ʒ��Ů|
�������պ���Ʒ����|
ɫèè������һ����������Ƶ|
������Ļ��������|
�������˸���Ƭ���߲���|
���������߹ۿ�|
ŷ���պ�һ��������������
|
һ�������þþþþ�|
������Ů��Ƶ���߹ۿ�18|
����������av|
�պ�һ���Ͷ���|
ŷ���պ���ҹ��Ƶ���߹ۿ�|
�����˳�һ����������ӰԺ|
����Ʒ**һ������������������|
�����˾þ���|
ŷ��������Ƶ���߸���ۿ�mvɫ¶¶ʮ��
|
ɫ����þ��ۺ�|
һ����������������Ƶ���|
����a��ëƬһ��|
������µ�2019������Ļ|
������˽�ľ�Ʒ��ģ���߹ۿ�|
�ձ�����ŷ������|
��Ʒav���߲���|
��������������Ļ�ۺ�|
�þþþù�����Ʒ�鶹ai����|
���������ۺ�����|
����Ů�˱����˾����al|
��Ʒ����һ����������������|
ŷ���պ���Ѳ�����Ƶһ����������|
����a��Ƭ���߹ۿ�����|


 ����һ����
����һ����